vhi GmbH & vhi UK Ltd. – ikb GmbH | Andernach
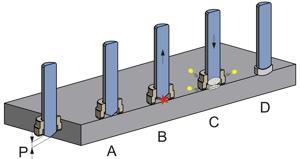
Vor der Schweißung wird das Verankerungselement – der Bolzen oder Anker – in den Bolzenhalter eingeschoben und der Keramikring in den Ringhalter eingesetzt. Die Spitze des Schweißteils muss um das Maß der gewünschten Eintauchtiefe aus dem Keramikring (Abb. P) herausragen. Die Schweißpistole wird lotrecht auf das Werkstück aufgesetzt und angedrückt bis der Keramikring auf der Werkstückfläche (Abb. A) aufsitzt. Der Schweißvorgang wird durch Drücken des Pistolenknopfes ausgelöst.
Mit dem Start des Schweißvorganges wird:
Nach Ablauf der voreingestellten Zeit schaltet der Mikroprozessor den Schweißstrom ab und die Pistole senkt das Verankerungselement in das flüssige Metall ab, das dann abkühlt und erstarrt. Damit ist der Schweißvorgang beendet, der Keramikring wird zerschlagen und entfernt (Abb. D); danach kann eine Sichtkontrolle der Schweißung erfolgen.